
在吹塑机生产产品中中难免会遇到一些问题,特别是初次碰到的时候,一些过来人的经验就能马上解决问题。
问:我们在生产中遇到了一个问题,那就是EVOH层厚度有变化,有时候甚至缺失。于是涉笔操作员不得不改变F挤出机的速率以便得到合适的F层厚度。请问,是什么原因呢?该怎么解决呢?
答:出现这种情况有两种原因。
一种是每次工作结束后必须用清洗料将模头内的EVOH料排尽,如果没有排尽,EVOH料在模头流道内结晶,堵塞流道,出现这种情况;
如何确定每次停机前是否将EVOH这层料都排干净了呢?最直观的判断就是要能看见清洗料从模头流出来。如果不能确定,开机时先开F挤出机,用清洗料把模头冲一下,看看模头流道有没有堵,如果滑板清洗料能挤出料,再用EVOH料;

Car fuel tanks
另一种是EVOH挤出机虽然螺杆在转,但没有将EVOH料送入模头或者断续送料也会出现这种情况。
EVOH的颗粒直径要大概3mm,其对温度比较敏感,可以把料斗拆下来人工加料看看挤出机下料是否顺畅?有时温度不合适挤出机转动时可能不出料就可能出现这种EVOH阻隔层不稳定甚至缺失的现象。
问:挤出机的压力大多时候也是时高时低变化的,我们应该改变挤出机的速度来保持压力不变。该如何解决呢?
答:F挤出机转速一定时,压力和电流应当基本不变。忽高忽低就体现了挤出机单位时间内送入模头的EVOH料不均匀,甚至断料。这主要取决于当料斗内不缺料的情况下O区温度控制的稳定性。
拆掉料斗,人工加料,如果加料不顺畅,则说明螺杆堵住了,再把F挤出机的螺杆拆出来,清洗螺杆即可,有可能挤出机包料了。
结果:
根据你们的指示,清洗了机头流道和螺杆,并且在最近的生产中,我们把挤出机F进料口的温度降低了,就没有压力变化的现象了。至此,问题解决了。
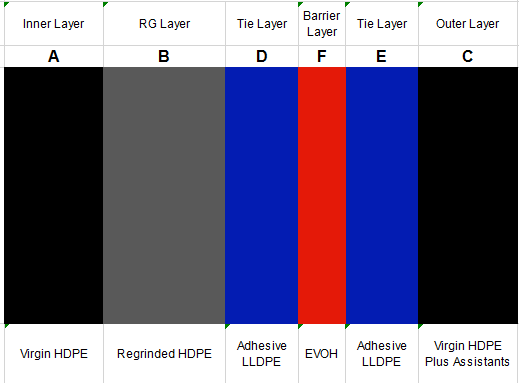
六层油箱