
如果您正计划新建一条产线用于生产塑料桶圆形塑料容器,那么请阅读这篇文章,因为你能在这里找到一些绝对有用的信息。
1-化工桶是如何制造出来的?
塑料桶图片:
吹塑塑料桶
要回答上述问题,您可以从此视频中的塑料桶制造过程中找到答案。视频链接:https://v.youku.com/v_show/id_XNDYwMDU2NzExNg==.html
简而言之,加工过程如下:
HDPE材料→料斗→挤出系统→机头→圆柱形料坯→模具闭合和内部吹气→模具打开并获得产品毛坯→手动除边角料→获得成品塑料桶
在此视频中,该吹塑机正在加工单层塑料桶。对于2层双色塑料桶,工作原理相同,但是在机器上会多一台挤出机,制品也多一层。
2-应该买什么样的机器用来生产化工桶?
生产这种中空塑料产品的机器称为中空吹塑机,通常我们称之为吹塑机。该视频中显示的吹塑机确切地来说叫“挤出吹塑机”。
挤出吹塑机图片:

挤出吹塑机
3-购买吹塑机之前应考虑哪些主要参数?如何选择最合适的吹塑机?
在购买用于制造塑料桶的挤出吹塑机之前,您必须注意以下主要参数:
首先是吹塑机的挤出系统。
您应该了解到挤出机的螺杆直径,长径比,螺杆速度,塑化能力,驱动功率和加热功率等,因为这些数据决定了吹塑机的生产率。
挤出机图片:

挤出机螺杆
其次是吹塑机的模头/机头。
吹塑机有储料式机头和连续共挤式机头。
储料式机头用于不连续的生产过程,通常用于生产技术组件,例如汽车风管,大的容器(例如塑料桶,IBC吨桶和大型储水罐)或重量比较大的容器。对于储料式机头而言,要知道其储料容积。
储料式机头图片:

储料式机头
连续共挤式机头则用于生产多层产品,例如需要连续生产的6层汽车油箱。
共挤模头图片:
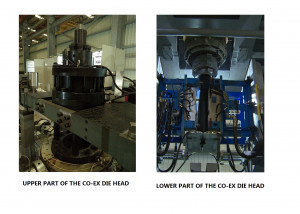
连续多层共挤机头
对于储料式机头,当然,储料容积是关键数据。此外,对于两种类型的机头,很重要的参数还包括注射速率,型坯厚度控制点,口模直径,加热功率,制品最大容积等。
再次是吹塑机的合模机构。
合模机构是吹塑机的重要组成部件之一,包括有各模板、各导杆、传动装置等构件。
合模机构的主要作用是固定吹塑模具,使塑料型坯能在模具中快速成型为吹塑制品。 除此以外,合模机构的功能还在于它使得模具的开合既能快速也能 慢速,能够实现塑料型坯的扩坯、预夹与吹胀,高压锁模,制品的低、高压吹胀成型,安全门的开合,以及模具的快速更换等。
大中型吹塑机的合模机构需具有以下特点:锁模力分布均匀、运动精度高、装卸模方便、模具容量大、节能等。

合模机构
第四,让我们看一看吹塑机的吹胀机构。
吹胀机构是借助压缩空气对型坯施加气体压力而使闭合在模具内的热型坯吹胀并紧贴模腔壁,冷却后形成具有精确形状的容器。压缩空气在吹胀的同时,也起到冷却作用。
吹胀比是指容器最大直径与型坯的最大直径之比,是型坯吹胀的倍数。型坯的尺寸、吹胀比的大小直接影响着容器的尺寸。在型坯尺寸和质量一定时,型坯的吹胀比越大则容器尺寸就越大。型坯的吹胀比大,容器壁厚度变薄,虽然可以节省原材料,但是吹胀变得困难,容器的强度和刚度降低。减小吹胀比容易脱模。吹胀比过小,原材料消耗增加,容器壁较厚,有效容积减小,容器冷却时间增长,成本升高。吹胀比大小的选择应考虑塑料品种、特性、容器的形状尺寸以及型坯的尺寸等因素。
吹气出口速率的快慢直接影响型坯吹胀时间的长短。出口速率大,可缩短型坯的吹胀时间;容器壁厚均匀,表面质量好。但是出口速度太大,容易在出口处产生局部真空,造成部分型坯内陷,甚至将型坯从口模处拉断,以致使无法吹胀。为此,吹气口直径的大小要选择适当,从而保证吹气口处的空气速率的适当。
此外,吹胀机构的扩张行程、伸缩行程以及定径行程(如有)是怎样的?这也是应该考虑的。
吹胀机构图片:

吹胀机构
第五,吹塑机的液压系统。
液压系统是中空吹塑机的另一重要组成部分。目前所使用的液压系统主要是采用双联泵将液压油通过液压油管路提供给中空吹塑机中的移模单元、合模单元、锁模单元、吹针单元等液压执行机构,从而控制移模单元、合模单元、锁模单元、吹针单元等液压执行机构的所有动作。
通常要看的液压参数为驱动功率及液压系统的系统压力值。
液压系统图片:

DDSJ300X2 Hydraulic Main Oil Pump
第六,吹塑机的电气控制系统。
电气控制系统的主要功能是控制整机动作程序,包括对液压伺服系统、温度控制系统和主液压系统的控制,以及对挤出机、配混料系统和自动上料系统的联控等。

Electric System of a blow molding machine
最后但不是最终,气动系统的压力是多少?装机容量,平均能耗,压缩空气排放量,冷却水消耗量等如何?操作系统,故障诊断系统和安全保护系统又如何呢?有远程诊断系统吗?您了解和掌握的细节越多,您将变得越专业,就越容易操作机器并更好地控制生产线中的一切。
不要只听那些质量第一,价格最低之类的漂亮说辞,没多大用的!一条产线的建立不应只考虑价格、付款等商务因素,更多的应该是技术因素和设备的性价比。 首先与专业人员和熟练的技术人员联系并与他们进行深层次的沟通,然后您肯定会知道如何选择经过全面比较后,您真正所需要的最佳吹塑机,也就是如何选择一个最省心和最放心的商业合作伙伴。
吹塑机图片:

多层共挤挤出吹塑机
4-如何知道塑料桶是否合格?
如何知道桶是否合格呢?当然是通过各种实验和检测。
塑料化工桶检验技术参数
(GB 18191-2008:包装容器 危险品包装用塑料桶)
★低温跌落试验:
取化工桶6只(含内容物),在冷冻室(环境温度≤-18℃)冰冻时间24小时,跌落高度1.8米,不同部位(通常为化工桶的凸边或其接缝,圆柱型桶身的合缝线位置等)跌落3次,不破裂不渗漏则为合格。
★高温堆码试验:
取化工桶3只,在恒温室(环境温度≥40℃),用压力机在化工桶的顶部施加压力,堆码3米,时间为28天,堆码重量为536kgs。合格要求:所有试样均不可泄漏,无变形无倒塌;
补充说明:堆码重量(P单位为KG)
计算公式:P=【H(堆码高度3m)-h(单个包装高度0.9m)】÷h(单个包装高度0.9m)×m(单件产品毛重)
例:试验样品重10KG,内容物为220KG,堆码重量为(3-0.9)÷0.9×230=536KG。
★液压试验:
取化工桶样品3只,用液压危险包装货物试验机,在250Kpa水压下,保持30分钟,不破裂,不渗漏。
★气密试验:
取化工桶样品3只,将容器包括封闭装置钳制在水面以下同时施加内部空气压力30Kpa, 保持5分钟,再用气密试验机检测,不破裂无渗漏则为合格。
★渗透性实验:
取化工桶样品3只,装盛拟装物后,在温度23℃±2℃,相对湿度50%±2%条件下保存28天,取其在28D保存期前后的质量,并计算其渗透率。通过试验标准:渗透率不超过0.008G/H。
5-除了吹塑机,您还需要准备更多的辅助设备吗?如果需要,都有哪些呢?
您需要为整个塑料桶生产线准备更多的辅助设备吗?答案毫无疑问是“需要”。
为了完成完整的塑料桶生产线,挤出吹塑机是主要设备。还需要一些辅助设备,例如吹塑模具(通常与吹塑机配套并一起提供),进料机,破碎机(把边角料和不合格产品研磨成回收料),本文第4条所需的测试设备等。
一般而言,吹塑机制造商拥有生产线上下供应的所有资源。


大桶模具